
通常,軋輥出現不正常爆輥、剝落等早期失效事故,有著很復雜的原因,可能與軋輥內在質量(包括軋輥的坯料材質、澆注、鍛造與熱處理等冶金缺陷)直接有關;也與我們使用和維護過程中存在欠缺密切相關,質量好的軋輥如果沒有正確操作和維護,也很容易出現事故.現在我們已經提高了對軋輥的驗收要求,凡不符合軋輥驗收標準的,一律拒收.我們除了對進貨驗收從嚴控制,還必須加強平時在軋輥維護上的管理工作。
維護包括軋輥的中間修磨、打毛和重淬火。
中間修磨 冷軋輥中間修磨時應除盡上一輪服役后留下的表面裂紋。新型的渦流探傷設備可以裝在磨冷Ieng床上隨時監測殘余裂紋是否磨盡,既可使修磨量控制在最佳水平上,又可以大幅度避免軋輥剝落事故。
打毛 有些帶鋼產品要經深沖、掛漆或成卷退火,軋制時就在成品軋機和平整機采用毛面軋輥。傳統的打毛方法是噴丸。噴丸后的表面粗糙度取決于丸粒品質、丸粒和軋輥的速度參數以及噴丸道次。電脈沖打毛和激光打毛都是較新的打毛方法。同噴丸相比,電和激光脈沖方法可以更準確地控制粗糙度。
重淬火 冷軋輥在淬硬層用完但仍未到最小輥徑時可重新淬火。重淬火前須先回火以消除應力并使半馬氏體區充分回火。重淬火輥的組織和力學性能一般不如新輥,故確定淬火參數時應使其保持較低的淬火應力。
其他品種的冷軋輥 離心鑄造的高鉻鑄鋼軋輥(見高鉻軋輥)已被謹慎地用于帶鋼冷軋。鑄造輥鍛件的優點是制造工藝簡單,不需要重淬火,軋制量高。鑄造輥適宜在事故少、軋制穩定的軋機上使用。

平整機工作輥、六輥和八輥軋機的中間輥和偏輥所用的材質同四輥軋機工作輥屬同一類型,即經鍛造和淬火的高碳鉻鋼。此種材質也被用于矯直輥和其他輔助輥類。
硬質合金軋輥在冷軋領域主要用于鋼絲壓扁,生產扁鋼絲或游絲。鑒于硬質合金的高硬度和耐磨性,硬質合金軋輥可以軋出高精度和高表面質量的軋材,故也適于軋制箔材。
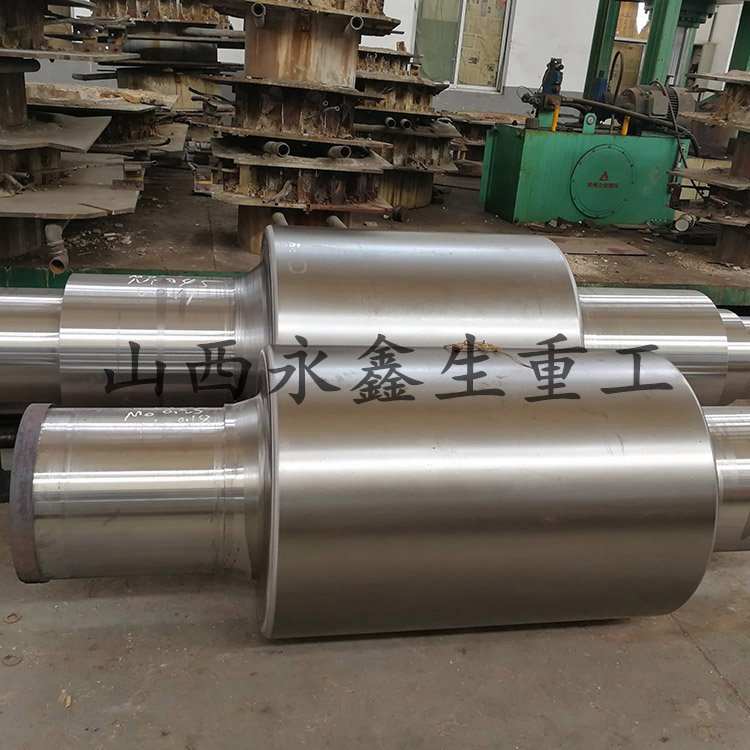
山西永鑫生重工股份有限公司位于山西省忻州市定襄縣師家灣工業區。30年精工鍛造,認真做事,用心服務。長期與起重機、石油、化工、礦山、冶金、船舶、液壓、焦化、火車、工程機械等企業合作。配套生產車輪、筒類、軸類、軋輥、滑輪、鏈輪、齒輪、齒圈、環件、缸體、方塊、模塊、支撐座、法蘭、不銹鋼等鍛件產品。在鍛造行業中通過多年的積累與發展,擁有一批高素質的技術人才及團隊,可獨自生產100噸內鍛件產品,具備先進的生產制造能力。鍛件產品出口韓國、日本、俄羅斯、巴西、非洲、德國、澳大利亞、歐洲等多國。公司秉承服務至上的理念,始終如一的堅持用好態度做好鍛件。
我們只做好鍛件 不銹鋼鍛件www.carirc.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!