
鍛造鍛件過程中如果工藝不當(dāng)將可能產(chǎn)生一系列的鍛件缺陷。一般鍛造工藝過程由以下工序組成,即下料、加熱、成形、鍛后冷卻、酸洗及鍛后熱處理。
加熱工藝包括裝爐溫度、加熱溫度、加熱速度、保溫時間、爐氣成分等。如果加熱不當(dāng),例如加熱溫度過高和加熱時間過長,將會引起脫碳、過熱、過燒等缺陷。
對于斷面尺寸大及導(dǎo)熱性差、塑性低的坯料,若加熱速度太快,保溫時間太短,往往使溫度分布不均勻,引起熱應(yīng)力,并使坯料發(fā)生開裂。

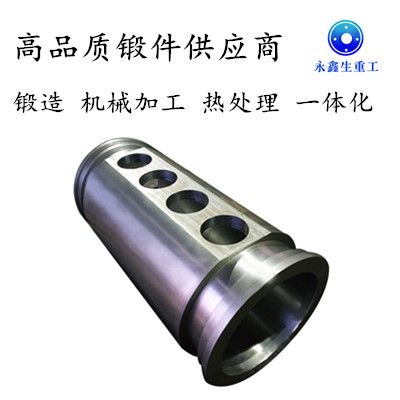
鍛造成形工藝包括變形方式、變形程度、變形溫度、變形速度、應(yīng)力狀態(tài)、工模具的情兄和潤滑條件等,如果成形工藝不當(dāng),將可能引起粗大晶粒、晶粒不均、各種裂紋、折疊、寒流、渦流、鑄態(tài)組織殘留等。
鍛后冷卻過程中,如果工藝不當(dāng)可能引起冷卻裂紋、白點(diǎn)、網(wǎng)狀碳化物等。
在鍛造廠,提高生產(chǎn)率是永恒的追求目標(biāo),各鍛件廠家均致力于鍛壓機(jī)械的高速化研究,各鍛造廠家均致力于鍛壓機(jī)械的高速化研究,在數(shù)控回轉(zhuǎn)頭壓力機(jī)上,主要采用伺服控制的液壓主驅(qū)動系統(tǒng)來提高壓機(jī)的行程次數(shù)。
在追求高速化加工的同時,還必須盡可能縮短生產(chǎn)輔助時間,以取得良好的技術(shù)經(jīng)濟(jì)效益。在數(shù)控壓機(jī)上配備伺服電機(jī)驅(qū)動的三坐標(biāo)上下料裝置,可使沖壓中心實(shí)現(xiàn)高效板材加工。從而將幾種工藝或幾個工序復(fù)合在一臺機(jī)床上完成,是當(dāng)前各類機(jī)床大幅壓縮生產(chǎn)輔助時間,提高生產(chǎn)率的重要技術(shù)途徑,在鍛壓機(jī)械上也得到了成功應(yīng)用,效果十分顯著。如:德國、美國、日本已相繼開發(fā)出激光一步?jīng)_復(fù)合機(jī),將模具沖切與激光切割有機(jī)地結(jié)合起來。

鍛件一次上料即可完成沖孔、沖切、翻邊、淺拉伸、切割等多道工序,最大限度地節(jié)省了輔助時間,特別適合孔型多而復(fù)雜的面板類工件的加工及多品種小批量板料加工。因此,提高鍛造加工的效率才是鍛造廠的首要任務(wù),這樣才能更有生產(chǎn)效率。
在實(shí)際生產(chǎn)中,多數(shù)鍛件是鍛后接著熱裝爐進(jìn)行正火回火處理。鍛后空冷的鍛件只能冷裝爐進(jìn)行正火回火處理。正火后進(jìn)行過冷的目的是為了降低鍛件的中心溫度,經(jīng)適當(dāng)保溫使溫度均勻,同時也能起到除氫的作用。過冷溫度因鋼種不同而不同,一般熱裝爐為350-400℃或400-450℃,冷裝爐為300-450℃。
我們只做好鍛件 不銹鋼鍛件www.carirc.cn

文章原創(chuàng)如需轉(zhuǎn)載請注明永鑫生鍛造廠提供!