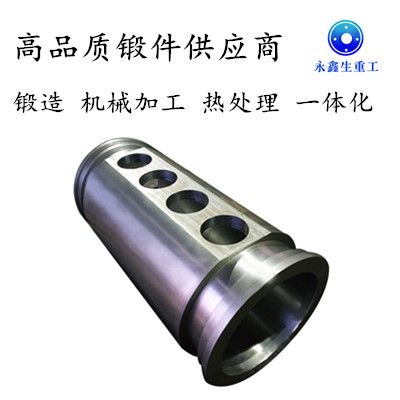

不銹鋼鍛件制造工藝詳解
不銹鋼鍛件的制造需要特殊工藝控制以滿足其耐腐蝕性和力學(xué)性能要求。以下是關(guān)鍵工藝環(huán)節(jié)的詳細(xì)說明:
一、材料預(yù)處理
坯料選擇與準(zhǔn)備
采用AOD/VOD精煉鋼錠([C]≤0.03%,[S]≤0.015%)
坯料表面修磨:去除0.5mm以上缺陷
預(yù)熱處理:
mermaid
復(fù)制
graph LR
A[350℃×2h去氫] --> B[850℃×1h均熱]
加熱工藝控制
奧氏體不銹鋼(304/316L):
加熱溫度:1150±10℃
保溫時間:1.5min/mm(坯料厚度)
馬氏體不銹鋼(410/420):
加熱溫度:1100±15℃
需防脫碳保護(hù)(氬氣氣氛)
二、鍛造工藝
變形工藝設(shè)計(jì)
| 工序 | 參數(shù)控制 | 特殊要求 |
|------------|-----------------------|---------------------------|
| 鐓粗 | 變形量50-60% | 終鍛溫度≥900℃(奧氏體鋼)|
| 拔長 | 送進(jìn)量0.8-1.2倍砧寬 | 馬氏體鋼需控制變形速率≤5s?1|
| 模鍛 | 飛邊橋部高度5-8%厚度 | 模具預(yù)熱200-300℃ |
關(guān)鍵控制點(diǎn)
鍛造比:≥5(重要件≥6)
應(yīng)變速率:
奧氏體鋼:0.1-10s?1
馬氏體鋼:0.5-5s?1
冷卻控制:
奧氏體鋼:水冷(防σ相析出)
馬氏體鋼:砂冷(防淬火裂紋)
三、熱處理工藝
固溶處理(奧氏體鋼)
溫度:1040-1100℃
保溫:1h/25mm厚度
冷卻:水淬(冷卻速率≥200℃/min)
淬回火(馬氏體鋼)
mermaid
復(fù)制
graph TB
A[950℃奧氏體化] --> B[油淬]
B --> C[低溫回火200-300℃]
C --> D[深冷處理-70℃×4h]
去應(yīng)力退火
溫度:400-450℃(奧氏體鋼)
保溫時間:2h/25mm
冷卻方式:空冷
四、表面處理
酸洗鈍化
酸洗液:20%HNO3+5%HF(體積比)
溫度:50-60℃
時間:20-30min
電解拋光
| 參數(shù) | 控制范圍 |
|--------------|----------------|
| 電解液 | 磷酸+硫酸 |
| 電流密度 | 20-50A/dm2 |
| 表面粗糙度 | Ra≤0.2μm |
五、質(zhì)量檢測
無損檢測
滲透檢測(PT):
標(biāo)準(zhǔn):ASTM E165
靈敏度:檢出0.1mm缺陷
超聲檢測(UT):
頻率:5MHz
靈敏度:Φ1.6mm平底孔
腐蝕試驗(yàn)
| 試驗(yàn)類型 | 標(biāo)準(zhǔn) | 合格標(biāo)準(zhǔn) |
|--------------|----------------|---------------------|
| 晶間腐蝕 | ASTM A262 E | 彎曲無裂紋 |
| 鹽霧試驗(yàn) | ASTM B117 | 500h無紅銹 |
| 點(diǎn)蝕試驗(yàn) | ASTM G48 | 失重≤2g/m2 |
六、特殊工藝控制
δ鐵素體控制
目標(biāo)含量:3-8%(奧氏體鋼)
控制方法:
成分調(diào)整(Cr/Ni當(dāng)量比)
鍛造溫度精準(zhǔn)控制
σ相預(yù)防
危險(xiǎn)溫度區(qū)間:600-900℃
控制措施:
快速通過該溫區(qū)(冷卻速率≥50℃/min)
添加穩(wěn)定化元素(Ti/Nb)
七、常見缺陷處理
缺陷類型產(chǎn)生原因解決方案
鍛造裂紋 溫度過低 提高終鍛溫度≥900℃
σ相脆化 冷卻過慢 固溶后快速水冷
點(diǎn)蝕 鈍化不充分 二次電解拋光+鈍化
八、工藝創(chuàng)新
激光輔助鍛造
局部加熱溫度:1200-1300℃
變形抗力降低:40-50%
晶粒細(xì)化效果:ASTM 8-9級
數(shù)字化控制
溫度智能調(diào)控(±5℃)
變形量實(shí)時監(jiān)測(精度±0.5%)
組織演變預(yù)測(基于元胞自動機(jī)模型)
關(guān)鍵工藝參數(shù)總結(jié)
溫度三區(qū)控制:
加熱區(qū):1150±10℃
變形區(qū):900-1100℃
冷卻區(qū):快速通過600-900℃
變形四要素:
總鍛造比≥5
道次變形量20-30%
應(yīng)變速率匹配材料類型
流線方向優(yōu)化
表面三達(dá)標(biāo):
粗糙度Ra≤0.4μm
鈍化膜完整(藍(lán)白色)
殘余壓應(yīng)力≥200MPa

核電級不銹鋼鍛件需額外滿足:
鐵素體含量≤0.5%(磁性法檢測)
輻照試驗(yàn)(ΔDBTT≤30℃)
清潔度AMS 2700 Class 1
我們只做好鍛件 不銹鋼鍛件www.carirc.cn

文章原創(chuàng)如需轉(zhuǎn)載請注明永鑫生鍛造廠提供!