
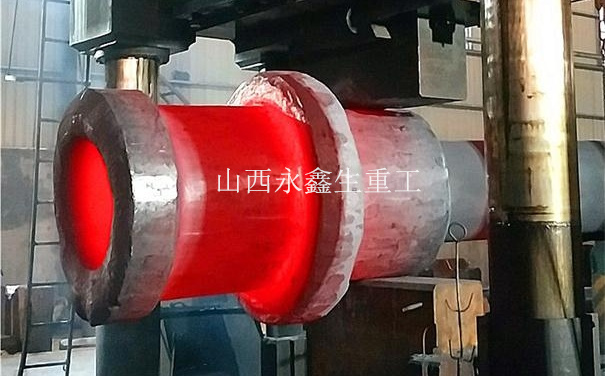
不銹鋼波紋管鍛件使用很廣,在輸油、輸水、輸氣管道上都有應用,而且大部分還是有一定壓力的。這種薄薄的波紋管經常要焊接,因為薄(0.2mm左右)所以焊接有一定難度。焊接方法有熔焊、釬焊等。這里介紹不銹鋼波紋管與不銹鋼法蘭管的鎢極氬弧焊,焊接的關鍵是防止燒穿。
焊前準備將要焊接的不銹鋼波紋管及法蘭管上的油污等臟物清理干凈。如果是焊接處開裂而滲漏的,應將原焊疤清理掉,法蘭管直管處磨出金屬光澤,波紋管直管處因太薄,不能磨削、打磨清理,應用手砂布砂亮就行。
焊接裝配,最佳的裝配間隙為0,由于加工制造誤差有時間隙太大,焊接時熔易燒穿,解決的辦法可以在法蘭管直管上要重疊地方(一般3~5mm)堆焊一層,經機加工到0~0.05mm間隙或手工修磨。如果套不上去,應車小或磨小法蘭管直管鍛件外徑,直到合適為止。
焊機選用,WS315型,采用直流正接。焊材選擇。
施焊操作,焊接參數:焊接電流25~30A,保護氣流量4~7L/min。
起弧一定要在法蘭管上進行,電弧要指厚管上,利用電弧外焰加熱波紋管,并用焊絲擋住波紋管邊沿,用熔化的不銹鋼焊絲來熔化波紋管。
焊接時運條一定要在厚管上進行,采用短焊縫焊接或點焊進行焊接。

焊接時要時刻觀測波紋管熔化情況,一般一次熔化1~3個熔池,不宜連續焊接,特別在間隙較大時非常容易燒穿。
總之,不銹鋼波紋管鍛件與不銹鋼法蘭管(或其它管子)電弧焊接的決巧就是電弧不能直接指向波紋管,而用電弧余熱熔化波紋管進行焊接。
我們只做好鍛件 不銹鋼鍛件www.carirc.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!